Image

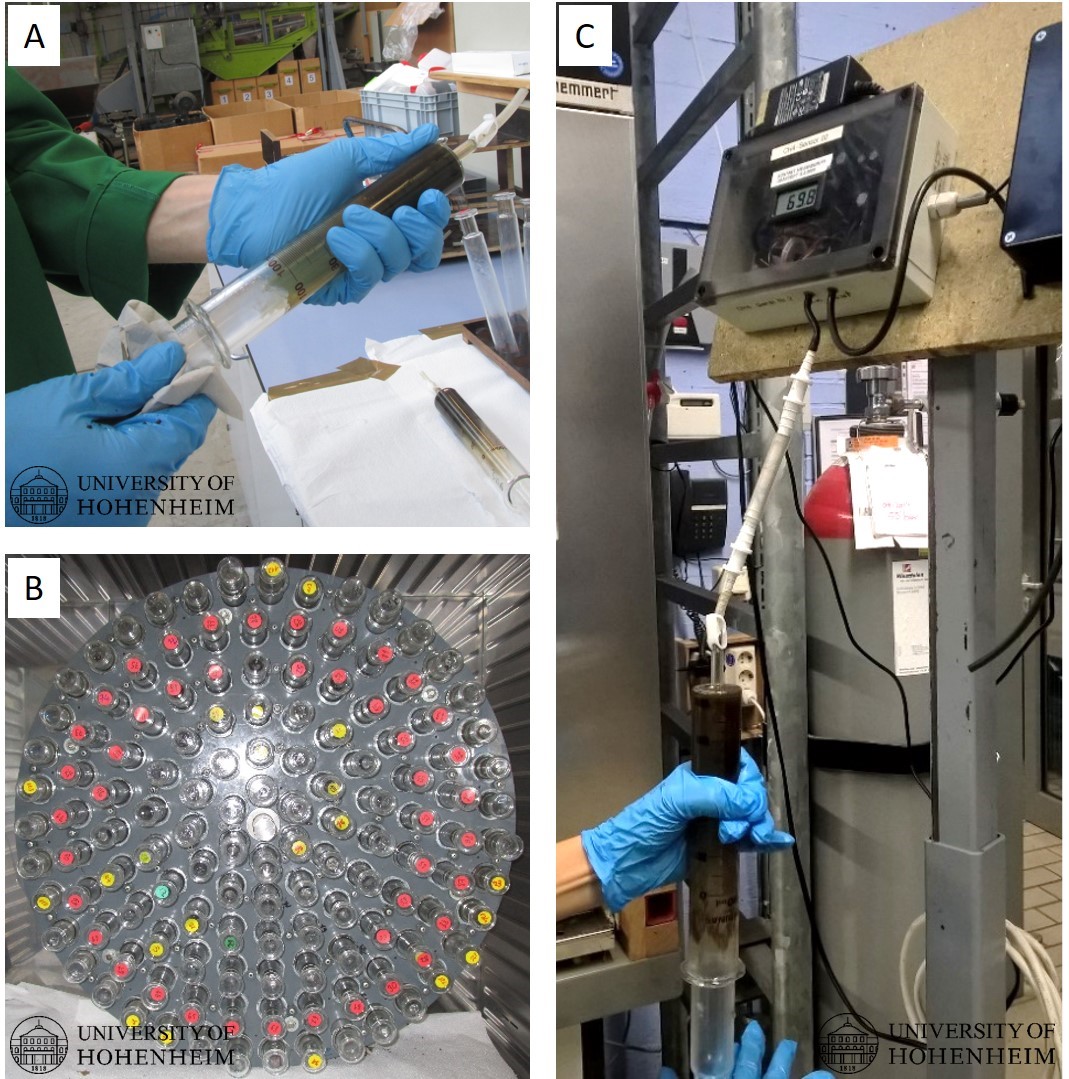
The methane and biogas yield were determined following the Hohenheim biogas yield test (HBT) protocol (Patent No. 10227685, 20.01.2005); a laboratory batch method, according to the VDI (Verein Deutscher Ingenieure) Guideline 4630. The HBT is a high-efficiency batch method using 100 mL glass syringes as digesters. In the first instance, 30 g of inoculum was filled into the glass syringes, thereafter 300 – 400 mg of sample was added. As for the samples, dry pomace and margine from OLEAFOOD in Morocco were tested. To assure constant agitation the syringes were inserted into an engine run rotor, which is integrated into an incubator to keep a permanent fermenting temperature of 37 ± 0.5 °C (Fig. 2). The duration of the analyses were 35 days. Subsequent to the volume measurement the methane content was measured manually in Vol%, using an infrared-spectrometric methane-sensor “Advanced Gasmitter” (Pronova Analysetechnik, Berlin, Germany). The measured methane volume, as well as the measured gas volume, had to be corrected to standard conditions (273 K and 1013 hPa).
Continuously stirred tank reactor (CSTR) trials
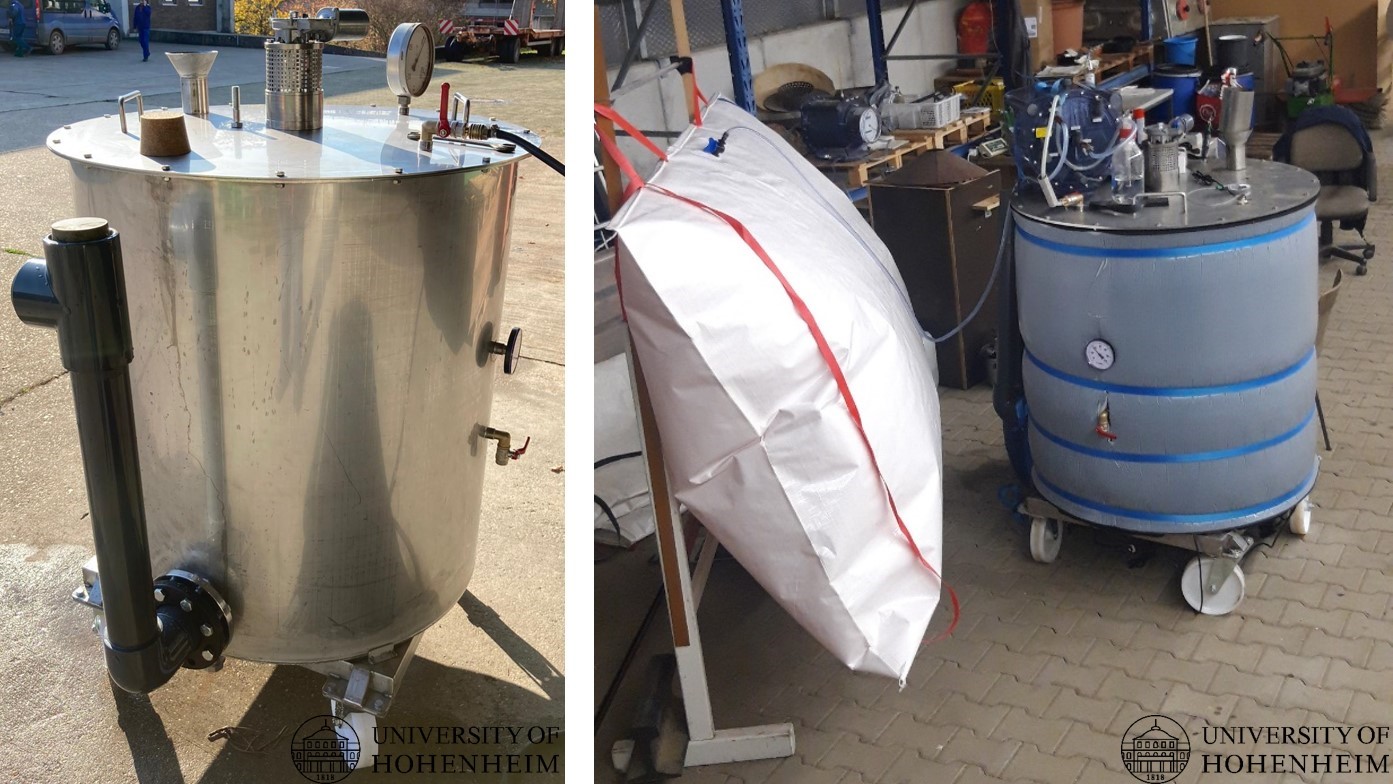
Anaerobic batch tests cannot provide information on process stability and performance, mono-fermentability and limits of the organic loading rates (OLRs) per unit volume. Thus, continuous fermentation procedures should be employed to address these limitations. In this study, wet pomace from Spain was used as the substrate. The digester was a vertical cylinder constructed from stainless steel material in the workshop of the Institute of Agricultural engineering. The total and active volume of the digester was 700 and 560 L, respectively (Fig. 3). The side of digester was covered with heat mats, with a total power consumption of 520 W. The heat mats were plugged to a temperature controller which are set 36.5 – 37.5 °C; thus, the temperature of the digester was maintained at around 37 °C. The mats and the bottom part of the digester was covered with insulation. The digester was also equipped with stirrer motor which is controlled by a timer and voltage regulator. The electrical energy consumption (for heating the digester and running the agitation motor) was recorded on real time basis.